Phone-R-Us Production Process Simulation: Visual Process Aid Two
- Obiefuna Obidike
- Apr 25, 2022
- 6 min read


Helping Phone-R-Us optimize their production process may seem like an auxiliary activity. However, I believe in order to really be useful to them in achieving their annual production target of 30,000 phones in 256 working days. I needed to accommodate their production time into my plan to ensure that they meet their target as well.
Yes! You guessed it right, Tecnomatix would be the software I needed to perform this simulation. Just like I did for the mass printing process I needed to replicate stations to resemble Phone-R-Us production lines.
For you to fully understand, I need to give you a full rundown of the Phone-R-Us production line, which uses the Festo Cp. production facility. with their permission, I was able to get video clips to assist me in the simulation.
This particular production line which is operated through a Manufacturing Execution System (MES) consists of 4 stations connected by angular conveyor belts. The First station is the loading station, the consists of a carriage that can be loaded with 20 bottom phone cases which I will be printing, and a feeder which will drop a single bottom case print into a carrier on the conveyor belt.
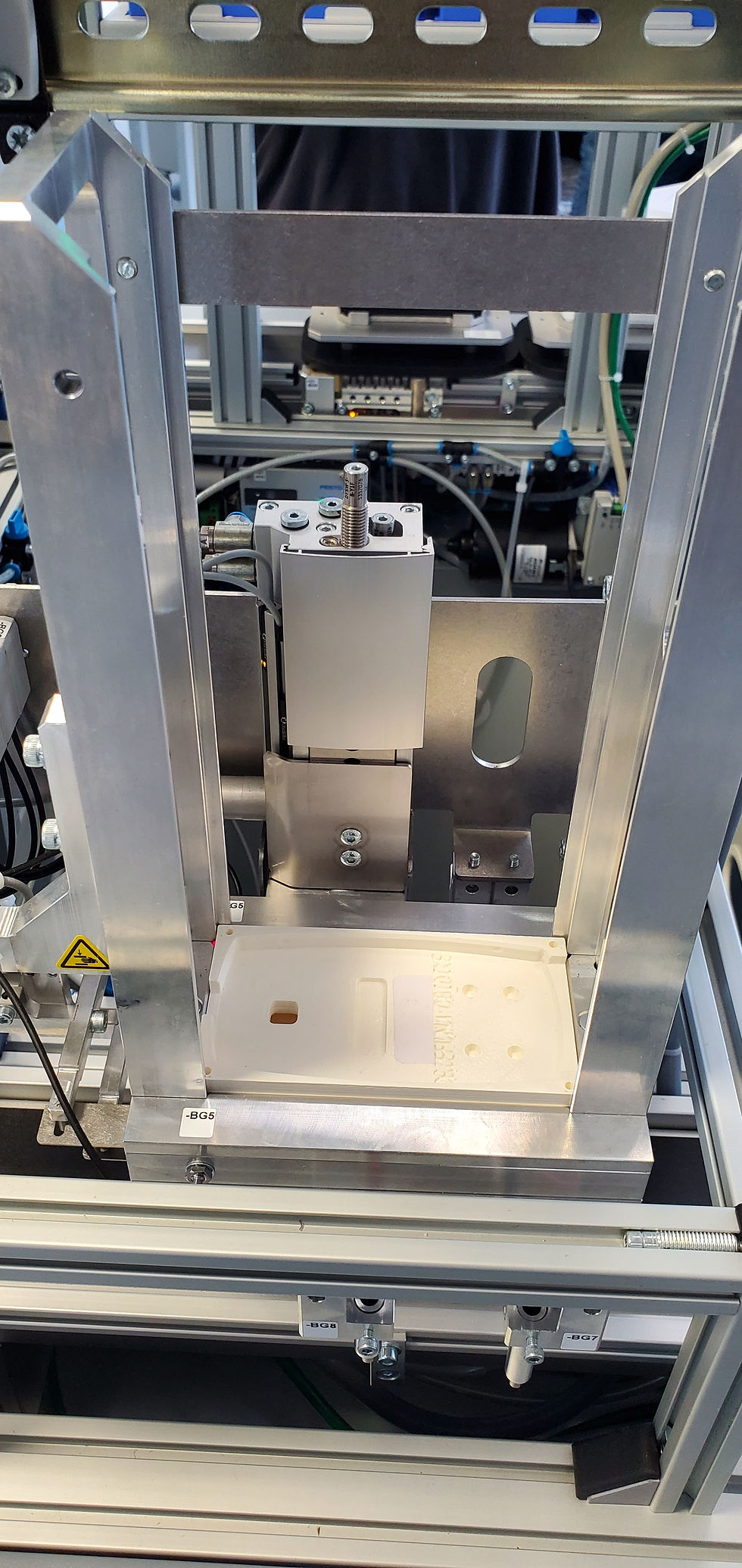
The second station is used in measuring my printed parts to check for consistency. I will love to bring to your memory my post on "Quality Assurance" the positions that will be used for measurements are actually the inner depth from my Printing and measurement post. Here a laser proximity sensor is used to measure the inner depth of my bottom phone case to be assembled. saves one the stress of measurement I presume.
The 3rd station is the assembly station this is where I tag the hard work station, this is where manual input is required by a worker to assemble the parts the phone parts. here there is storage for other parts needed to assemble a phone. this is the station that I can say takes the most time to process as it is heavily human-dependent.
The discharge station is the last station and is where assembled phones or casings that failed at the measuring station get dropped off. from my observation I could see that there the station had a tray that can accommodate only 4 pieces at a time and therefore would need someone to take it off after it is full.
I can say that the overall process consisted of first loading the cartridge of station one with 20 bottom casings and after the MES operator places orders, the worker having loaded cartridge drop casings onto the conveyor belt.
Secondly, the dropped casing goes to station 2 where it is measured. thirdly after being measured and passes the casing goes to station 3, the assembly station where a worker assembles the bottom phone casing with other phone components to create a complete phone, and las the assembled phone is sent to the discharge section where it will be deposited on the discharge tray until the tray is full with 4 assembled phone thereby needing a worker to empty the tray.
Phone-R-Us Production Process on Tecnomatix
Same as what I did in my Mass Printing Simulation post I needed to identify the known knowns from the unknown knowns to give me the valued parameters I can use to simulate my process.
Known Knowns
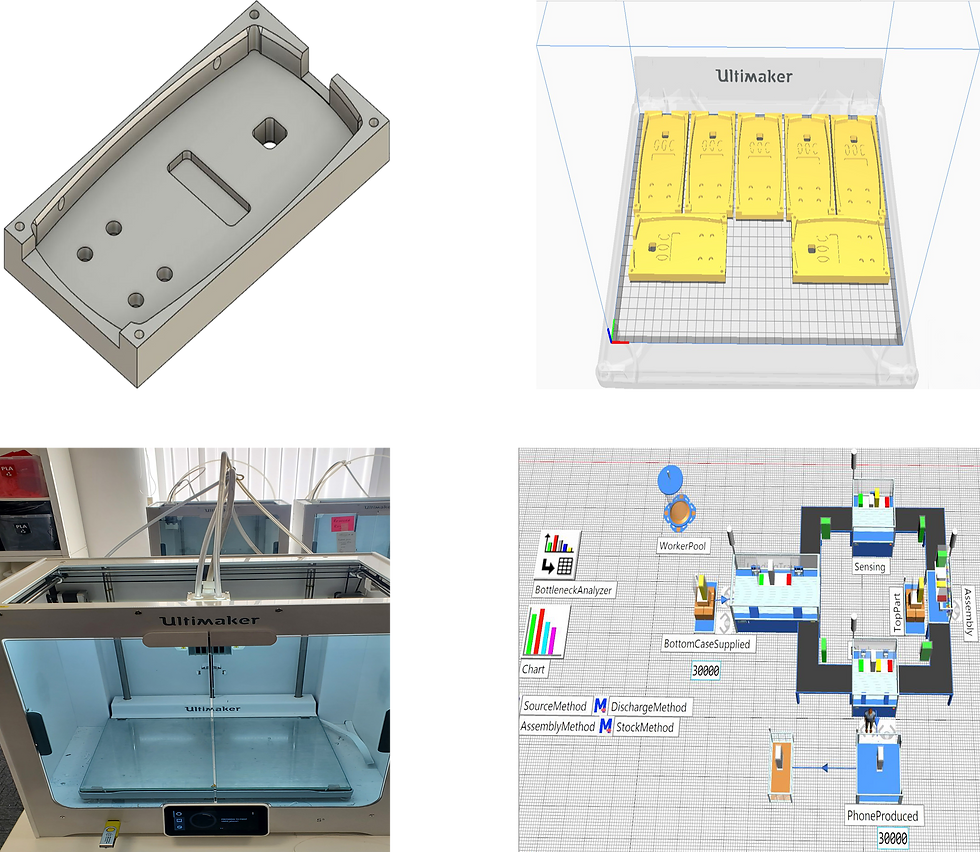
I was aware of the capacity of the loading cartridge being 20 and I was also aware of the capacity of the discharge tray being 4. I knew there were 4 stations and they also had to be a bottom case supply source and an assembled phone storage. I also knew that there will be one worker to do this. Now replicating all these on Tecnomatix I was able to recreate the production station structure.






Unknown Knowns
Unlike in the mass printing simulation where I had Cura to give me an estimate for printing times, this time I didn't have software like Cura for that but I did have a good old digital Stopwatch on my phone to help me get an estimate for different process times of different stations.
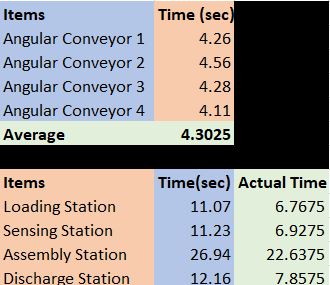
I measured the first process from after orders have been placed on the MES and the carrier just entered station one to when the carrier has been loaded with a bottom case print and the carrier is just leaving station one, the second lap is from when the carrier enters station two, the bottom case print gets measured to the point the carrier exits station 2, the 3rd lap is from when the carrier enters the assembly station, the phone gets assembled to the point the carrier exits the assembly station, the fourth lap is from the point the carrier enters the discharge station and the assembled phone gets discharged to the discharge tray and the carrier exits the discharge station.

Next, I needed to get the time of the angular conveyor, for this, I needed to measure the time from the carrier being at one station when it just finished its actual process to the time it takes the carrier to get to the succeeding station as it is just about to start its actual process. For the four stations, I got varying times again due to human error nature. however, I went on to get the average of the times and with that, I was able to subtract the average from my initial station times to get my actual station processing times.



Simulation
Now armed with these parameters it was time to simulate the process on Tecnomatix proper. unlike the mass printing of products which was a bit straightforward the simulation of the Phone-R-Us production line needed some advanced addons to properly simulate it.
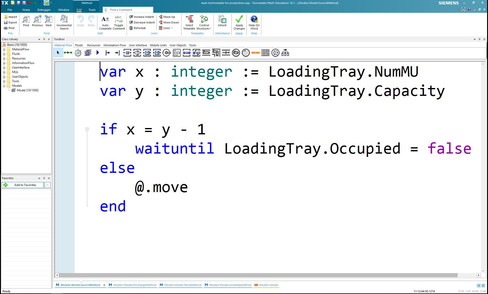
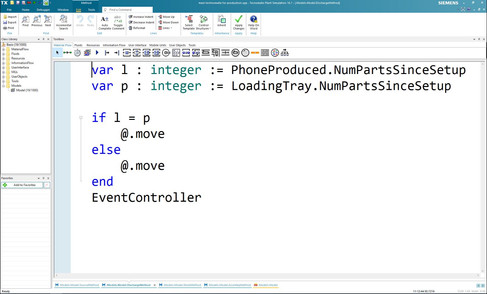
For this, I utilized the Tecnomatix method tool to give instructions to stations and workers to properly simulate the production scenario for 30,000 pieces whilst also inputting the processing times for various stations.
Simulating the process I got 11 days 12 hours 44 minutes and 30 seconds for the production of 30,000 utilizing the production scenario I observed.










The Observed Scenario
I observed that the worker after loading the print unto the carriage waits until the print gets to the assembly point before going to the assembly point to assemble the phone. I believed this accounted for a few lost seconds in the production line. Simulating the process for 15 minutes and running it at 20 times real speed, the total phones assembled and stored resulted in 24 with one still remaining on the discharge tray.
To optimize the Scenario, I modelled it such that the worker goes to the assembly point as soon as they finish loading the tray. to do this I had to modify the Source method I created earlier. This will tell the worker to go straight to the assembly station immediately after they finish loading the tray. also, I brought the Bottom case source closer to the loading tray and the phone produce station closer to the discharge station. running for the same 15 minutes in 20 times real-time, it resulted in 28 phones stored away with 2 already assembled phones on the discharge tray.

Next, I simulated the whole process to see the total number of days it would take the optimized Phone-R-Us production line to assemble 30,000 phones with 100 percent availability and no repair times and with 95 percent availability and 1 minute repair time. I got 10 days 3 hours 2 minutes and 18 seconds for 100 percent availability and no repair time and 11 days 7 hours 27 minutes and 48 seconds for 95 percent availability and 1 minute mean repair time.





Next utilizing the bottleneck analyzer too I was able to pinpoint places that were blocked and needed also added to the production time. I had assumed that it was only at the Sensing station, but to my surprise, the assembly station and the discharge station had it as well.
For the Sensing station it was obvious that because the assembly station needed a longer time than the sensing station to be processed, the sensing station will require some blocked period. the block at the assembly station and Discharge stations was due to the times the station had to wait for a worker to be present in order to be processed.



Although I added 1 day 4 hours and 46 seconds with the reduction of availability and addition of mean time to repair it is still 5 hours 56 minutes and 30 seconds earlier than the non-optimized simulation which had 100 percent availability. In summary, the Simulation I ran for an optimized Phone-R-Us production facility resulted in 11 days 7 hours 27 minutes and 48 seconds which I rounded up to 12 days in total.
Do you think that utilizing Tecnomatix is actually the best way to run this simulation? if not what software do you think would be the best?


Comments